服務熱線
186-0629-6520

服務熱線
186-0629-6520
聯系人:杭經理
手 機:18606296520(微信同號)
郵 箱:291646570@qq.com
網 址:wwmlabs.com
地 址:上海市奉賢區海灣鎮五四公路4399號
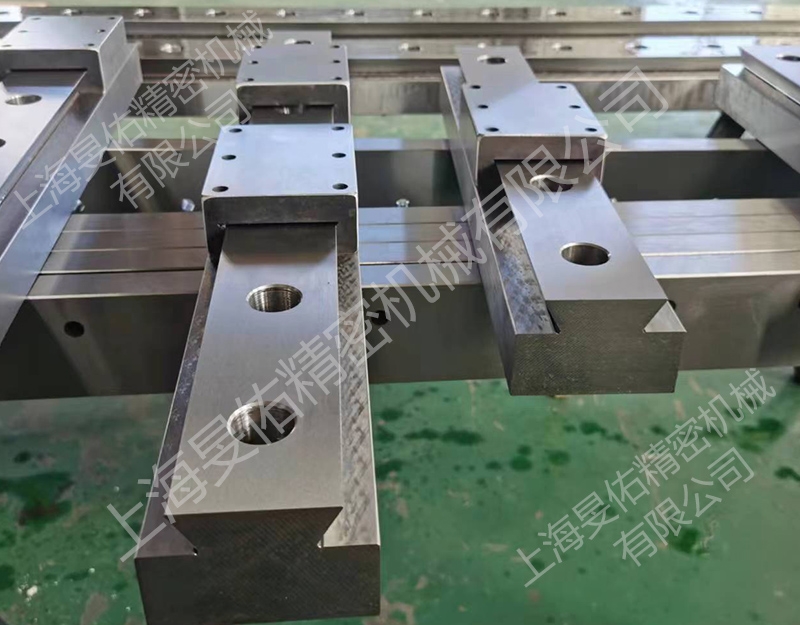
先用螺釘鎖緊鑲鋼導軌和橫梁,然后使用滾花鋼堵拍入螺釘沉孔,使用專業定位膠從螺釘上方的一端口打入,另一端口有膠冒出時停止,膠干后用刮刀刮去多余的膠。在一個較佳實施例中,在用螺釘鎖緊鋼導軌和橫梁前,對橫梁進行精加工, 然后將機床導軌從左至右安裝于導軌前面,接著將平鍵放于橫梁與鑲鋼導軌的鍵槽之中。另一個較佳實施例中,平鍵四周與鍵槽留有空隙。
用螺釘將鋼導軌固定于橫梁上后,使用滾花鋼堵拍打入螺釘沉孔,方便高效 且成本低。此方法可廣泛應用于數控機床上,灌膠定位方法更可應用于導軌以及任何需要定位,不重復拆裝的機構上。螺釘擰緊后,使用銅堵或鋼堵堵上螺釘沉孔,并使用定位鍵或銷對鋼導軌定位。
用灌膠固定數控機床導軌的方法,可以避免鑲鋼導軌容易出現淬裂的現象,鑲鋼導軌在橫梁上的定位采用灌膠與普通型平鍵配合的形式,避免在淬火鋼導軌上使用銷子定位帶來的麻 煩,以及鍵定位帶來的橫梁加工要求的提高使操作更加便捷,用螺釘將鑲鋼導軌固定于橫梁上后,使用滾花鋼堵拍打入螺釘沉孔,方便高效且成本低。此方法可廣泛應用于數控機床上,灌膠定位方法更可應用于鑲鋼導軌以及任何需要定位,不重復拆裝的機構上。
采用螺釘固定的缺點銅堵使用量大,總體價格會比較高,會提高機床的生產成本,但硬度低,很容易拍入螺釘沉孔 ;鋼堵硬度高,加工直徑公差保證不好會導致拍不進沉孔。使用定位鍵對鋼導軌定位,定位安裝不方便,且橫梁大件加工,對加工要求較高 ;使用銷定位,淬火鋼導軌硬度高不容易實施。

186-0629-6520